
- Home | Pentair Food & Beverage Solutions
- Products
- Application Dairy Membrane Filtration
The need for whey protein is growing and will do so for the next decade. The dairy industry needs a reliable, sustainable, cost-efficient solution to obtain native whey protein from skimmed milk and to separate it from casein protein.
To meet these challenges, Pentair hollow fiber membrane systems are the ultimate choice. Our straw-like membranes are manufactured from poly ether sulphon, a polymer known for its excellent properties regarding food contact and chemical and high-temperature compatibility.
WHY HOLLOW FIBER MEMBRANE SYSTEMS?
- Higher flux
- Longer lifetime
- Small system volume
- Vertical orientation
- Ability to handle negative TMP
BENEFITS VS SPIRAL WOUND
- Low water and chemical consumption
- Small footprint
- Robust operation

-
HOW CAN YOU BENEFIT?
-
- Compact design - lower footprint
- High-quality components
- Easy replacement of spiral wound or ceramic membrane units - reuse tanks and CIP unit
- Fully automated, turnkey delivery
- Quick installation
- Service package: spare parts and reporting & monitoring
- Compact design - lower footprint
-
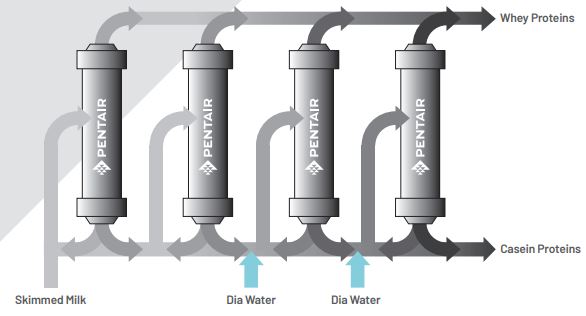
HOW DOES IT WORK?
-
Pentair Dairy Membrane Systems include hollow fibers. They are hygienically constructed in a membrane element with the optimal pore size and length. Multiple elements are manufactured in a membrane unit, and several membrane units are in a so-called cascade system.
Pentair X-Flow hollow fiber technology provides outstanding performance in purity and recovery.
Expect low operational expenses with a long lifetime and a small system volume.

Downloads
| TITLE | DOWNLOAD PDF | |
| Product Overview Brochure | Dairy Membrane Technology | Download |
NEWS
